Le presentamos la nueva era de la calidad en el servicio y fabricación de toda clase de proyecto de sistemas hidráulicos y diseños industriales. En PEGATUTUBO conocemos su necesidad con relación a la preparación y ejecución de sus proyectos, es por eso que le facilitamos los siguientes de servicios:
Excavación de terrenos para proyectos urbanísticos y rurales
Adecuación y elaboración de red hidráulica en la construcción de obras civiles y minería a cielo abierto y subterráneo
Así podemos ayudarle
Áreas de aplicación y experiencia profesional
Este tipo de servicio que le ofrecemos está pensado para cubrir su necesidad sin importar el área industrial en el que se encuentre su empresa, siempre pensando en ofrecerle un servicio de calidad en las siguientes áreas de aplicación:
Estudios diseños y elaboración de proyectos de sistemas hidráulicos
Estudios diseños y elaboración de proyectos de obras civiles
Estudios diseños y elaboración de proyectos redes contra incendio
Elaboración y mantenimientos de sistema de bombeo en acueductos urbanos, rurales y en proyectos agrícolas.
Elaboración y mantenimiento en redes de fluidos derivados del petróleo en lugares terrestres y marítimos.
Elaboración y mantenimiento en redes eléctricas y telecomunicaciones, aéreas y subterráneas.
Realización de pegas e instalación de tuberías de diferentes diámetros en todo tipo obras.
Elaboración e instalación de sistemas de riego en el agro.
Compra y venta de todo tipo de insumos y accesorios para la elaboración de sistemas hidráulicos.
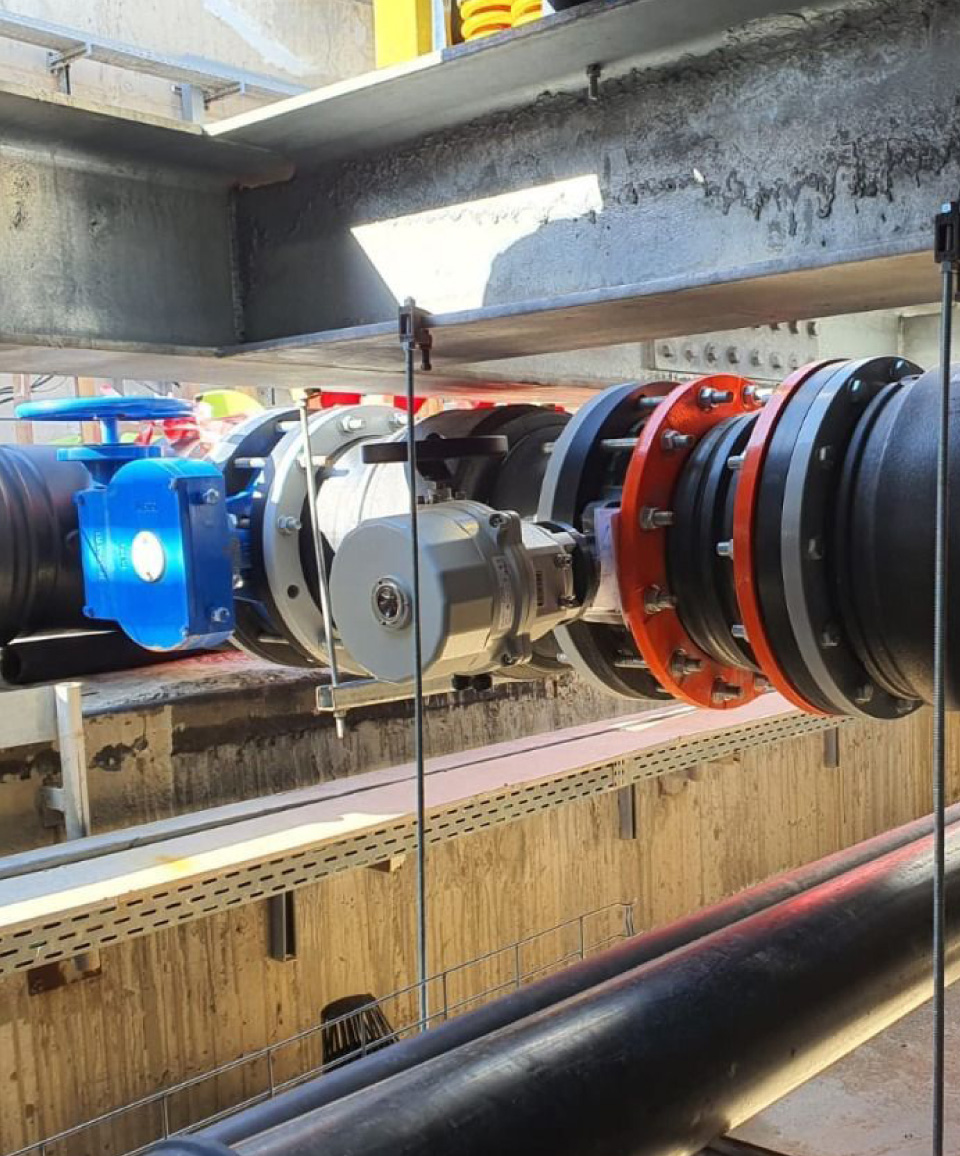
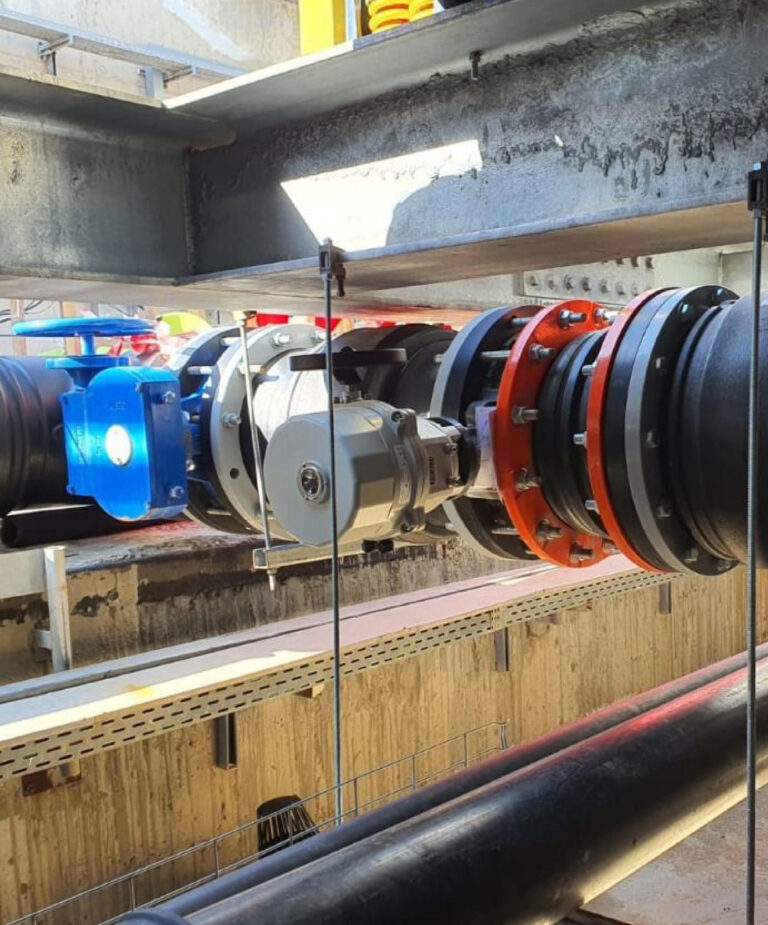
Proceso de termofusión que realizamos
La nueva era de la calidad
Conozca el procedimiento que utilizamos para garantizar el servicio que le prestamos a través de nuestra experiencia profesional y calificada.
Emplazar la máquina. En caso necesario, por lluvia, frío o viento, montar una tienda o similar
Colocar y alinear en la máquina los tubos o accesorios de PE
Refrentar los tubos hasta que se limpie totalmente la superficie transversal de los tubos
Retirar el refrentador
Retirar la viruta sin tocar las superficies a unir
Controlar el paralelismo, confrontando los extremos de los tubos a soldar (tolerancia máx. 0,5 mm)
Controlar desalineación (tolerancia máxima 10% del espesor del tubo)
Limpiar las caras de la placa de soldar con isopropanol (alcohol). Las placas deben estar teflonadas
Comprobar con un termómetro de contacto que la temperatura de la placa esté entre 210-225ºC
Comprobar la presión de arrastre y anotar en la ficha de soldadura
Calcular p1, la presión para la formación del bordón inicial (presión de soldadura tabulada + presión de arrastre) y anotar en la ficha.
Poner la placa entre los tubos a soldar
Presionar los extremos de los tubos a la placa, a la presión calculada p1, hasta formar un bordóninicial uniforme y de altura h.
Reducir la presión a p2 = 10% p1, para el calentamiento
Pasado el tiempo de calentamiento t2 (tabulado en cada máquina), separar los tubos de la placa
Retirar la placa y unir rápidamente los extremos de los tubos en un tiempo máximo t3
Aumentar progresivamente la presión, (rampa de presión) desde cero a la presión requerida p1, en un tiempo t4 y mantenerla durante un tiempo t5
Dejar enfriar la soldadura en esta posición sin quitar la presión p1 ni aflojar las abrazaderas.
Pasado el tiempo de enfriamiento aflojar las abrazaderas y retirar el tubo o la máquina.
Nuestros Clientes
Contáctenos y hablemos de su proyecto
Le contestaremos lo más pronto posible, por favor sea respetuoso al escribir su mensaje, le agradecemos su comprensión.
Adicionalmente, ofrecemos el servicio de alquiler de operario, nuestros operarios son técnicos especialistas en el uso de las máquinas de termofusión de tuberías plásticas en HDPE, tanto en soldadura a tope como en soldadura por electrofusión. Nuestros técnicos están disponibles para viajar en toda colombia.